

- 聯系人:
-
朱先生
13319521798
- 聯系QQ:
- 413380682
- 電話:
- 1331-9521798
- 傳真:
- 1331-9521798
- 郵 箱:
- 413380682@qq.com
- 地 址:
- 長沙市芙蓉區遠大二路翔銘廣告大市場
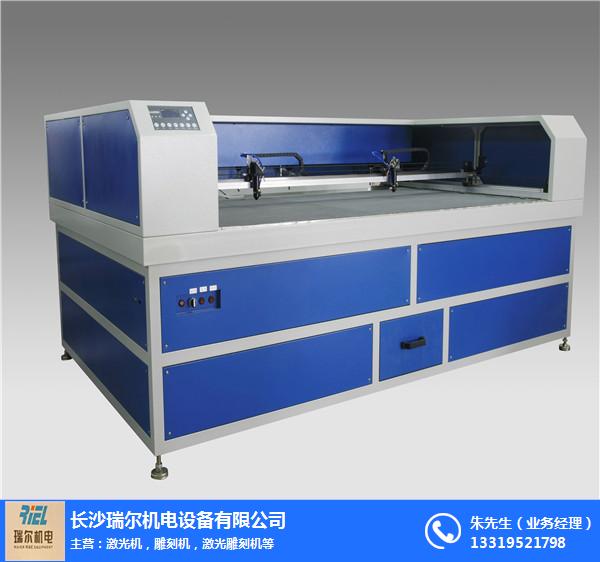
長沙巡邊激光切割機-長沙瑞爾機電-巡邊激光切割機廠家報價
長沙瑞爾機電設備有限公司
- 區域:中國湖南長沙長沙市經營模式:生產加工
- 地址:長沙市芙蓉區遠大二路翔銘廣告大市場
- 主營:手持激,震動刀,激光雕刻機,激光切割機,激光打標機等

- 產品詳情
- 聯系方式
- 產品品牌:長沙瑞爾機電
- 供貨總量:不限
- 價格說明:議定
- 包裝說明:不限
- 物流說明:貨運及物流
- 交貨說明:按訂單
- 有效期至:長期有效
長沙巡邊激光切割機-長沙瑞爾機電-巡邊激光切割機廠家報價:
長沙手持焊,長沙激光打標機加工,長沙激光切割機長沙瑞爾機電設備有限公司的激光雕刻切割機的保養與維護之螺絲、聯軸節的緊固運動系統在工作一段時間后,運動連接處的螺絲、聯軸節會產生松動,會影響機械運動的平穩性,所以在機器運行中要觀察傳動部件有沒有異響或異常現象,發現問題要及時堅固和維護。同時機器應該過一段時間用工具逐個堅固螺絲。次堅固應在設備使用后一個月左右。

激光切割的優點之一是光束的能量密度高,一般10W/cm2。由于能量密度與面積成反比,所以焦點光斑直徑盡可能的小,以便產生一窄的切縫;同時焦點光斑直徑還和透鏡的焦深成正比。聚焦透鏡焦深越小,焦點光斑直徑就越小。但切割有飛濺,透鏡離工件太近容易將透鏡損壞,因此一般大功率CO2激光切割機工業應用中廣泛采用5〃~7.5〃〞(127~190mm)的焦距。實際焦點光斑直徑在0.1~0.4mm之間。對于高質量的切割,有效焦深還和透鏡直徑及被切材料有關。例如用5〃的透鏡切碳鋼,焦深為焦距的+2%范圍內,即5mm左右。因此控制焦點相對于被切材料表面的位置十分重要。

脈沖穿孔還須要有較可靠的氣路控制系統,以實現氣體種類、氣體壓力的切換及穿孔時間的控制。在采用脈沖穿孔的情況下,為了獲得高質量的切口,從工件靜止時的脈沖穿孔到工件等速連續切割的過渡技術應以重視。從理論上講通常可改變加速段的切割條件:如焦距、噴嘴位置、氣體壓力等,但實際上由于時間太短改變以上條件的可能性不大。
在工業生產中主要采用改變激光平均功率的辦法比較現實,具體方法有以下三種:
(1)改變脈沖寬度;
(2)改變脈沖頻率;
(3)同時改變脈沖寬度和頻率。

最新信息
-

-
- 朱先生先生
- 手機:13319521798
- 朱先生先生
地址:長沙市芙蓉區遠大二路翔銘廣告大市場
電話:1331-9521798傳真:1331-9521798 網址:www.62221111.com