

- 聯系人:
-
朱先生
13319521798
- 聯系QQ:
- 413380682
- 電話:
- 1331-9521798
- 傳真:
- 1331-9521798
- 郵 箱:
- 413380682@qq.com
- 地 址:
- 長沙市芙蓉區遠大二路翔銘廣告大市場
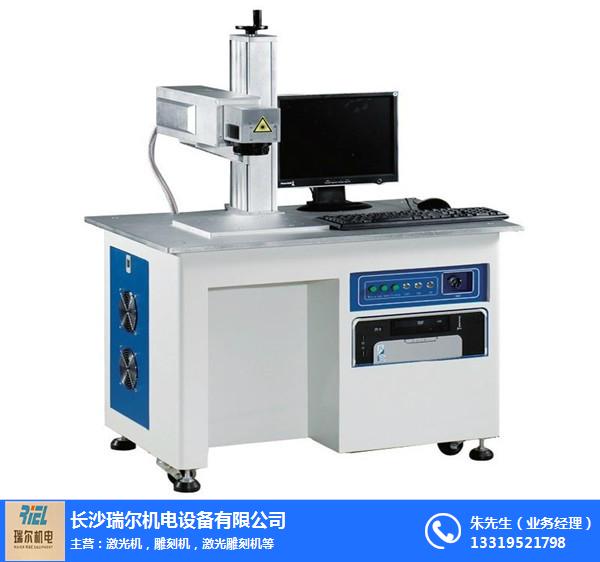
激光打標機生產廠家-長沙激光打標機-湖南瑞爾
長沙瑞爾機電設備有限公司
- 區域:中國湖南長沙長沙市經營模式:生產加工
- 地址:長沙市芙蓉區遠大二路翔銘廣告大市場
- 主營:手持激,震動刀,激光雕刻機,激光切割機,激光打標機等

- 產品詳情
- 聯系方式
- 產品品牌:長沙瑞爾機電
- 供貨總量:不限
- 價格說明:議定
- 包裝說明:不限
- 物流說明:貨運及物流
- 交貨說明:按訂單
- 有效期至:長期有效
激光打標機生產廠家-長沙激光打標機-湖南瑞爾:
長沙手持焊,長沙激光打標機加工,長沙激光切割機激光切割的顯著優勢
1.精度高:定位精度0.05mm,重復定位精度0.02 mm,加工精度可控制在0.1 mm
2.切縫窄:激光束聚焦成很小的光點,使焦點處達到很高的功率密度,材料很快加熱至氣化程度,蒸發形成孔洞。
3.切割面光滑:切割面刺,切口表面粗糙度一般控制在Ra12.5以內。
4.速度快:切割速度可達15m/min,比線切割的速度快很多。

對于飛行光路的切割機,由于光束發散角,切割近端和遠端時光程長短不同,聚焦前的光束尺寸有一定差別。入射光束的直徑越大,焦點光斑的直徑越小。為了減少因聚焦前光束尺寸變化帶來的焦點光斑尺寸的變化,國內外激光切割系統的制造商提供了一些的裝置供用戶選用:
(1)平行光管。這是一種常用的方法,即在CO2激光器的輸出端加一平行光管進行擴束處理,擴束后的光束直徑變大,發散角變小,使在切割工作范圍內近端和遠端聚焦前光束尺寸接近一致。
(2)在切割部件上增加一獨立的移動透鏡的下軸,它與控制噴嘴到材料表面距離(stand off)的Z軸是兩個相互獨立的部分。當機床工作臺移動或光軸移動時,光束從近端到遠端F軸也同時移動,使光束聚焦后光斑直徑在整個加工區域內保持一致。如圖二所示。
(3)控制聚焦鏡(一般為金屬反射聚焦系統)的水壓。若聚焦前光束尺寸變小而使焦點光斑直徑變大時,自動控制水壓改變聚焦曲率使焦點光斑直徑變小。
(4)飛行光路切割機上增加x、y方向的補償光路系統。即當切割遠端光程增加時使補償光路縮短;反之當切割近端光程減小時,使補償光路增加,以保持光程長度一致。

為進一步提高激光切割速度,可根據空氣動力學原理,在提高噴嘴壓力的前提下不產生正激波,設計制造一種縮放型噴嘴,即拉伐爾(Laval)噴嘴。為方便制造可采用如圖4的結構。德國漢諾威大學激光中心使用500WCO2激光器,透鏡焦距2.5〃,采用小孔噴嘴和拉伐爾噴嘴分別作了試驗,見圖4。試驗結果如圖5所示:分別表示NO2、NO4、NO5噴嘴在不同的氧氣壓力下,切口表面粗糙度Rz與切割速度Vc的函數關系。從圖中可以看出NO2小孔噴嘴在Pn為400Kpa(或4bar)時切割速度只能達到2.75m/min(碳鋼板厚為2mm)。NO4、NO5二種拉伐爾噴嘴在Pn為500Kpa到600Kpa時切割速度可達到3.5m/min和5.5m/min。應指出的是切割壓力Pc還是工件與噴嘴距離的函數。由于斜激波在氣流的邊界多次反射,使切割壓力呈周期性的變化。

最新信息
-

-
- 朱先生先生
- 手機:13319521798
- 朱先生先生
地址:長沙市芙蓉區遠大二路翔銘廣告大市場
電話:1331-9521798傳真:1331-9521798 網址:www.62221111.com